



New to metalcasting? This is a beginner’s guide to permanent mold casting terminology.
There are 10 foundry terms you need to know so you don’t get lost in the industry jargon.
As a foundry beginner, the word “casting” can be confusing because it’s used as both a noun and verb.
A part or component that was created by melting metal, pouring it into a mold, and letting it solidify into a desired shape.
Example: This power supply housing is an aluminum casting.
While the word casting (noun) can be used to describe the finished product, casting (verb) can also be used to describe the manufacturing method.
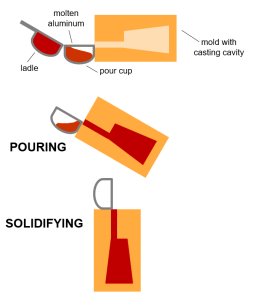
Metal casting is the process of pouring molten metal into a custom mold and shaping the metal as it solidifies.
Example: We cast, machine, and polish medical equipment.
Tooling refers to the tools needed to manufacture your product. Often, tooling is used as a synonym for the mold, but it can also include fixturing or machining tips.
Permanent mold tooling includes the reusable steel cavity, gating system, and any special additions like cores, chills, or vents. The gating system is made of gates, risers, and runners (but not always all 3).
When looking at permanent molds, it’s also important to understand the cope, drag, and parting line.
The parting line is where the cope and drag come together or separate, like a seam. Know where your casting’s parting line will be. Features on the same side of the parting line can hold tighter tolerances than features split across the parting line. Additionally, parting lines can often be seen on as-cast parts unless they are removed during machining or polishing.
A Finite Element Analysis (FEA) is a computer simulation method used to predict metal temperature, flow, and solidification during casting.
The simulation is performed while designing the mold tooling to optimize it to cast the best parts possible.
When gas gets trapped in the metal as it solidifies, porosity is formed. Porosity looks like small holes or air pockets in the material.
Excessive porosity can lead to weaker products, surface defects, machining difficulty, or leaky parts.
Permanent mold casting uses gravity to feed the metal, resulting in low-porosity castings. Less pouring turbulence in the gravity tilt pour means less air bubbles.
Low-porosity castings are ideal for medical or food production equipment.
Secondaries are all the operations that occur after casting. The amount of secondary operations are different for each casting, depending on the part’s end use.
Secondary operations include:
Here are 4 common inspection acronyms you need to know.
RMS, or Root Mean Square, is used to measure the casting surface finish. RMS quantifies the roughness or smoothness of the surface, setting consistent expectations that can be specified on a blueprint.
The lower the RMS, the smoother the surface.

Permanent mold casting has a standard RMS surface finish of 200-400. This is smoother than sand casting, but rougher than die casting.
CMM, or Coordinate Measuring Machine. This machine is used in inspection to compare the casting to the blueprint. It verifies the casting’s geometry is correct and critical specs are met.
FAI is a First Article Inspection. It’s performed on an initial sample to prove that the manufacturing process produces a part that meets all requirements.
PPAP, or Production Part Approval Process, is an in-depth inspection process that verifies the reliability, consistency, and correct manufacturability of parts. While an FAI is typically only performed at the beginning of the life of a part or after a change to a process, a PPAP may be performed at any time throughout the life of a product.
A sand core can be placed inside the mold before pouring. After the casting cools, the sand core is removed, leaving a hollow cavity or passages inside a casting. This is referred to as semi-permanent mold.
Sand cores offer the ability to cast more complex parts and help with assembly or wire channeling.

Heat treatment is a secondary operation that reduces stress and increases the casting’s mechanical properties such as strength and hardness. The casting is heated at a high temperature and then systematically cooled.
The need for heat treat depends on the metal alloy you use and the part’s performance requirements.
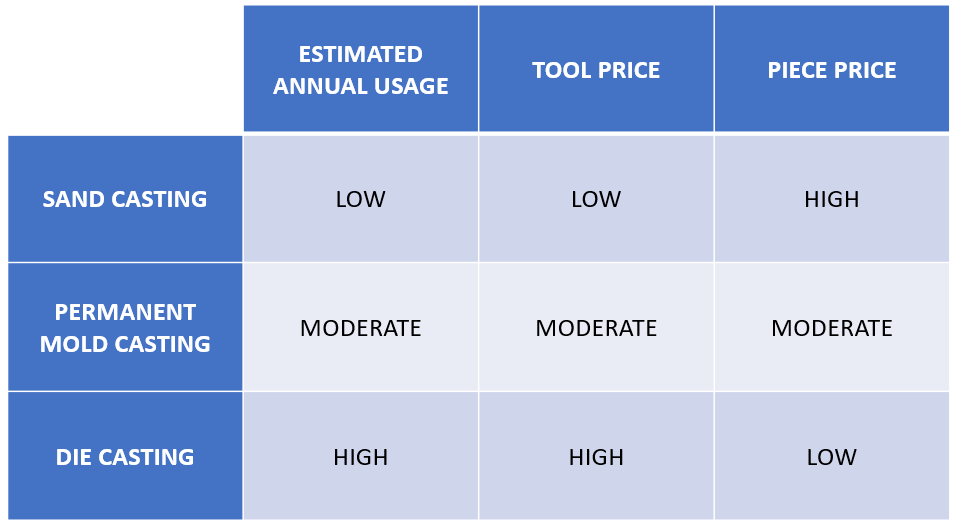
EAU, or Estimated Annual Usage, often determines which casting method you’ll use.
Permanent mold casting is the best manufacturing method for moderate volume production.
Investment casting and sand casting is preferred for lower volume production runs or even prototyping.
Die casting is preferred for high volume production, such as 50,000 pieces a year.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides