



Permanent mold casting is the process of using gravity to fill a pre-heated, reusable steel mold with molten nonferrous alloys. At BPI, we cast alloys A356, ZA12, and ZA5.
Permanent mold castings have less shrinkage, lower gas porosity and a denser microstructure than their sand and die casted counterparts.
The custom castings are typically 1-100 pounds with an estimated annual usage of 500 to 50,000 parts (depending on size).

The major difference between die casting and permanent mold casting is that die casting uses a pressurized system to fill the molds, while permanent mold is gravity-fed. The advanced pressurized system makes mold tooling more expensive, but is more efficient for high production quantities.
Therefore, die casting is most common in the automotive industry. Permanent mold is common in many industries with moderate production volume, such as medical equipment, food/beverage, and industrial equipment.
Compared to die castings, permanent mold castings are less likely to contain trapped gas. No trapped gas means a pressure tight, stronger casting with fewer obstacles in machining finishing work.
Permanent mold is high-precision casting (with some tolerances twice as tight as sand casting!).
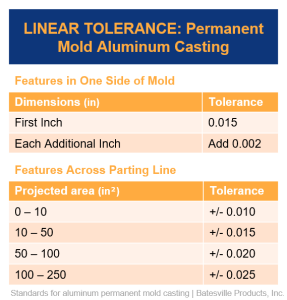
Linear tolerances depend on parting line location. Permanent mold aluminum casting linear tolerances for features in one side of the mold are +/- 0.015 for the first inch. Add 0.002 for each additional inch.
For comparison, aluminum sand casting linear tolerances for features on the same side of the parting line start at 0.030 inches (double that of permanent mold casting!).
Permanent mold aluminum casting linear tolerances for features across the parting line are +/- 0.010 for projected areas between 0 and 10 inches squared.
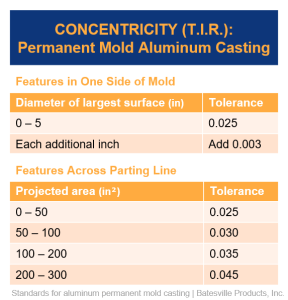
Concentricity tolerances also depend on parting line location. The permanent mold aluminum casting concentricity tolerances for features on the same side of the mold starts at 0.025 inches for a diameter up to 5 inches. For each additional inch, add 0.003.
For comparison, aluminum sand casting concentricity tolerances for features on the same side of the parting line start at 0.050 inches (double that of permanent mold casting!).
Permanent mold aluminum casting concentricity tolerances for features across the parting line starts at 0.025 for projected areas between 0 and 50 inches squared.
The permanent mold aluminum casting flatness tolerance is 0.020 for the first 6 inches. Add 0.002 for each additional inch.
For more tolerances and design tips, see our 2024 casting design guide.
Sand casting uses a single-use sand mold, while permanent mold casting uses a reusable steel mold. Sand molds create a rougher surface finish than steel molds. Reusable permanent molds also create more consistent, repeatable parts. On average, a maintained permanent mold will last about 10 years, or 100,000 cycles.
While permanent mold castings use a gravity, machine-controlled pour to fill the mold, sand castings are dump-poured. Inconsistent dump pours can create more turbulence during pouring, creating porosity or shrink.
Pictured Above: Sand casting static dump pour
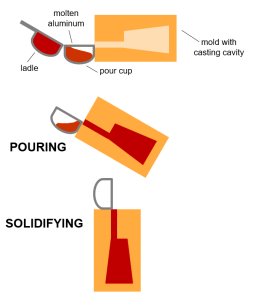
Pictured Above: Permanent mold tilt pour
Sand casting has a low tooling cost and is ideal for smaller production runs (under 1,000 parts per year) or even prototyping.
Permanent mold casting is used to create components of nonferrous alloys. Aluminum is the most commonly metal used in permanent mold casting. At Batesville Products, we cast aluminum and zinc A356, ZA12, and ZA5.
Other metals include copper, magnesium, brass, nickel, and bronze.
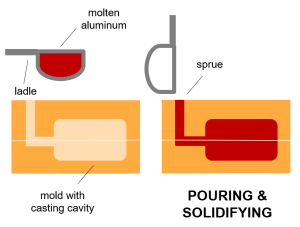
Different pouring methods can be used in permanent mold casting that impact the success of your part:
Air escapes from the top of the mold as it fills with molten metal. The metal begins to solidify, with the coolest metal settling to the bottom and the hottest at the top.
We monitor the molten metal as it flows through the gating and fills the mold. This reduces unwanted turbulence or hot spots that could cause weaknesses in the final casting.
Once the solidification process is complete, the casting is ejected from the mold, already near the dimensions of the final product spec. This tight-tolerance, near net shape minimizes secondary operations, like machining.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides