



Increase the manufacturability of your part design by following this permanent mold casting guide!
Draft: The amount of taper perpendicular to the parting line, typically measured in degrees.
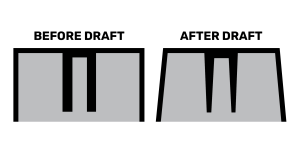
In casting, draft is very important because it…
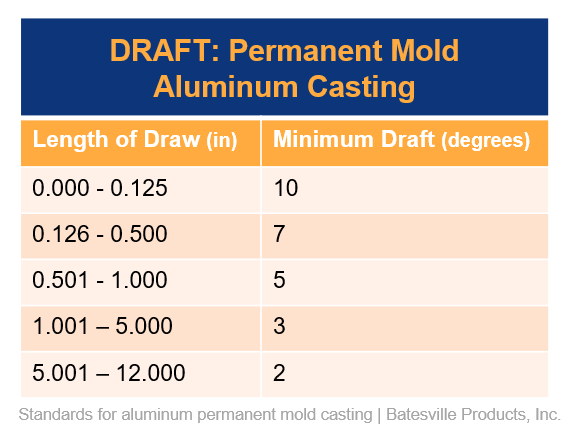
There is no such thing as too much draft! However, minimum draft requirements depend on depth. The shorter the wall, the more draft is needed. This will ensure even release from the mold and prevent any sticking, twisting, bending, or forcing.
Additionally, keep in mind that outside walls require a little more draft than internal walls.
In general, follow these minimum draft guidelines:
Fillet: A rounded corner or transition between two surfaces.
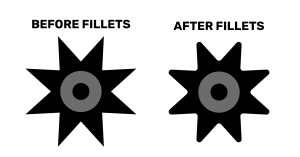
Fillets make your casting stronger! We recommend at least 0.030 inches.
Sharp edges…
Parting Line: Where the mold comes together or separates.
Most permanent molds are 2-part molds with a top (cope) and bottom (drag). These 2-part molds create one parting line. However, some molds are multi-parted. These molds create multiple parting lines.
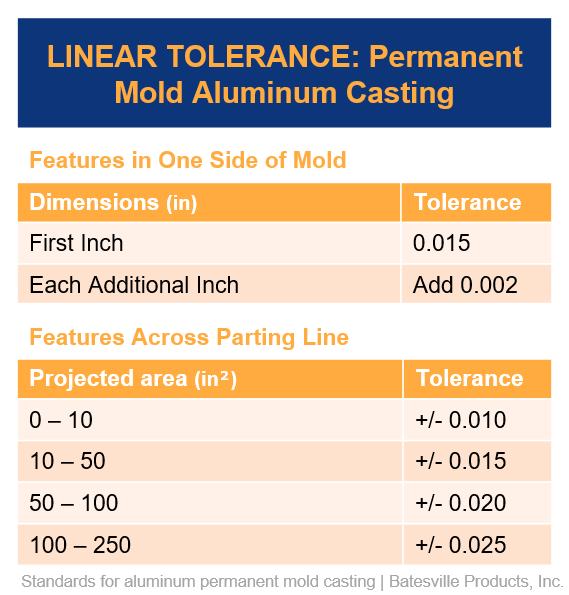
The parting line is like a seam. It’s important to know where the parting line is because it can impact the quality, as-cast tolerance, and aesthetics of your part.
Features on the same side of the parting line can holder tighter tolerances than features split across the parting line. Therefore, it is best to design complex and critical components to be on the same side of the parting line to hold tighter tolerances.
Improperly placed parting lines can also increase flash and impact metal flow.
Parting lines can often be seen on as-cast parts unless they are removed by secondary machining or polishing. Therefore, it’s important to wisely place your parting line.
Boss: A protruding feature used for assembly
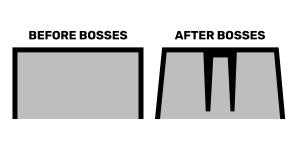
Bosses are added as a way to…
When adding bosses, remember to maintain uniform wall thickness and use fillets. Ribs can also help with metal flow into bosses.
Ribs: Thin, wall-like features that add support and aid metal flow and solidification.
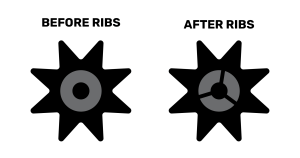
Ribs and gussets add strength to your design without increasing wall thickness. You achieve a stronger casting, without added weight or material cost.
Ribs also help metal flow. They create a path for hard-to-fill features of a part.

When using ribs, remember:
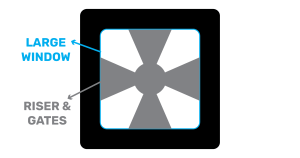
Hole or Window: Hollow areas on the surface, surrounded by metal.

Holes and windows in a design can make casting challenging. Here are 3 ways you can increase the manufacturability of your holes and windows.
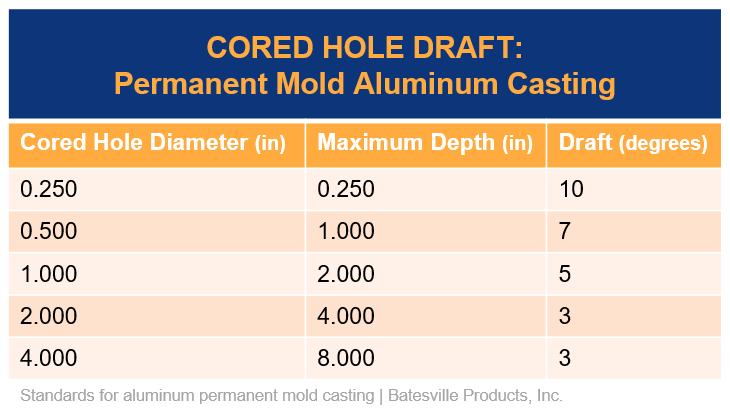
Holes and windows should always have more draft than any other feature on your part. This will prevent tearing, binding, or twisting of the part during ejection.
Holes and windows often block metal flow. Add features, like bridges, to help the metal flow over windows and holes. These bridges can be trimmed out during secondary machining.
If your part has very large windows, consider filling it with runners, risers, and gates inside the window. Then, these can be cut out.
Logos and Symbols: Custom words or pictures formed into the casting.
Logos and symbols are a great way to add that special touch to complete your custom casting, without adding an additional step and cost. There are two ways to design symbols.
Raised symbols stand out because they are a higher surface on the casting.
We recommend using raised symbols. Since they are repressed features in the mold, they won’t be subject to much wear or damage.
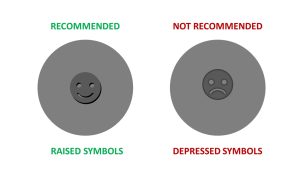
Depressed symbols are carved into the casting surface.
We DO NOT recommend depressed symbols because they result in higher tooling costs and are more likely to cause mold damage.
A stronger alternative to depressed symbols is to create a depressed section, then place a raised symbol inside this section.
Wall Thickness: The distance from one side of the wall to the opposite side. The width or height of the wall.
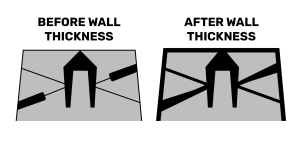
We recommend a minimum wall thickness of 0.180 inches. This minimum wall thickness ensures proper metal flow and solidification in our gravity-fed casting process.
Wall thickness should be as consistent as possible throughout the design to increase manufacturability. Use transitions to avoid abrupt variations in wall thickness.
Isolated thin or thick sections impact the flow and solidification and can cause shrinkage.
Check out our 2024 guide How to Design for Permanent Mold Casting. It details important specs and tolerances that optimize your design for manufacturing!
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides