



Pros, cons, and when to use each casting method.
Listen to the Casting Class podcast on the first Wednesday of every month on Spotify, Apple, Amazon Music, or YouTube.

Permanent mold casting uses a reusable steel mold. The molds are mounted to a tilt pour press, which controls metal flow, creating less metal turbulence.
To create a casting, metal is poured into a pour cup, then the press tilts back. This allows gravity to gradually pull the metal into the gating system, filling the mold cavity. Once solidified, the press tilts back to it’s original position and ejects the part. Then the cycle restarts.
Sand casting uses an expendable sand mold. There are several types of sand casting: green sand, nobake, coldbox, and shell. The casting process is essentially the same.
First, a pattern is created. Then, the operator uses the pattern to ram a sand mold. Operators directly pour metal into the gates or risers. Once the metal solidifies, the they break the mold to eject the part. Then the cycle restarts.
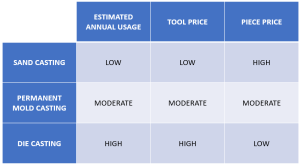
Because permanent molds are made of steel and meant to be reused for years, they are more expensive than sand molds. Therefore, for the best ROI, permanent mold is typically used for moderate to high volume production, while sand casting is preferred for low volume production.
Sand castings typically have an RMS of 300-560, while permanent mold castings typically have an RMS of 200-420.
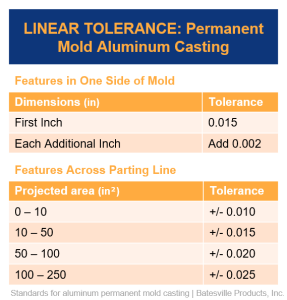
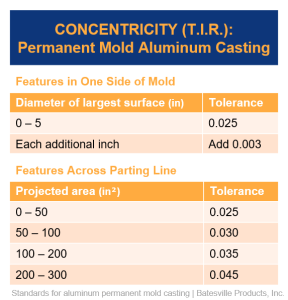
Linear tolerance and concentricity tolerances are tighter in permanent mold than in sand casting.
The linear tolerance for permanent mold starts at +/- 0.015 for the first inch, while sand starts at +/- 0.030.
The concentricity tolerance for permanent mold starts at +/- 0.025 inches for a diameter up to 5 inches, while sand starts at +/- 0.050.
Because of the mold differences, sand castings typically solidify slower than permanent mold castings, making them more susceptible to shrinkage.
As-cast tolerances can be improved with secondaries such as heat treat, machining, or polishing. But, because of the more turbulent pouring method, you have a higher risk of revealing porosity in sand castings during secondary operations.
Secondary operations are common in both casting processes, it’s just a matter of how in-depth those operations will be, based on your casting type and requirements needed. Permanent mold casting may get you closer to your final part right out of the mold, while sand castings may need a little more help.
Sand casting is recommended for prototyping or low to moderate volume production, say a couple hundred pieces a year. Permanent mold casting is recommended for moderate to high volume, say a couple thousand pieces a year.
Permanent mold castings are more limited in size than sand castings. Permanent mold castings are typically 1 to 110 pounds and fit on a tilt pour press. Unlike die castings or permanent mold castings, sand castings can be very large.
Every part is custom, so you must take into account your specific requirements and what’s important to you when deciding which casting process to use.
If density, tight tolerances, and surface finish are priorities in your design, we recommend permanent mold casting. This makes permanent mold the top choice for medical devices and food production equipment.
Semi-permanent mold casting combines sand and permanent mold tooling. A reusable steel mold is used with an expendable sand core to create hollow castings with complex internal geometries.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides  Podcasts
Podcasts