



When deciding how to manufacture your design, consider the material differences, design differences, and process differences between machining from billet vs. casting from ingot.
If you’re manufacturing an aluminum product, slightly different alloys are used in each manufacturing process. When machining from bar stock, you’ll typically use aluminum 6061 or 5051. When casting, you’ll typically use the aluminum 300 series. At Batesville Products, we use A356 for permanent mold casting. This is what we call the “casting equivalent” to aluminum 6061. Both alloys can be heat treated to enhance mechanical properties.
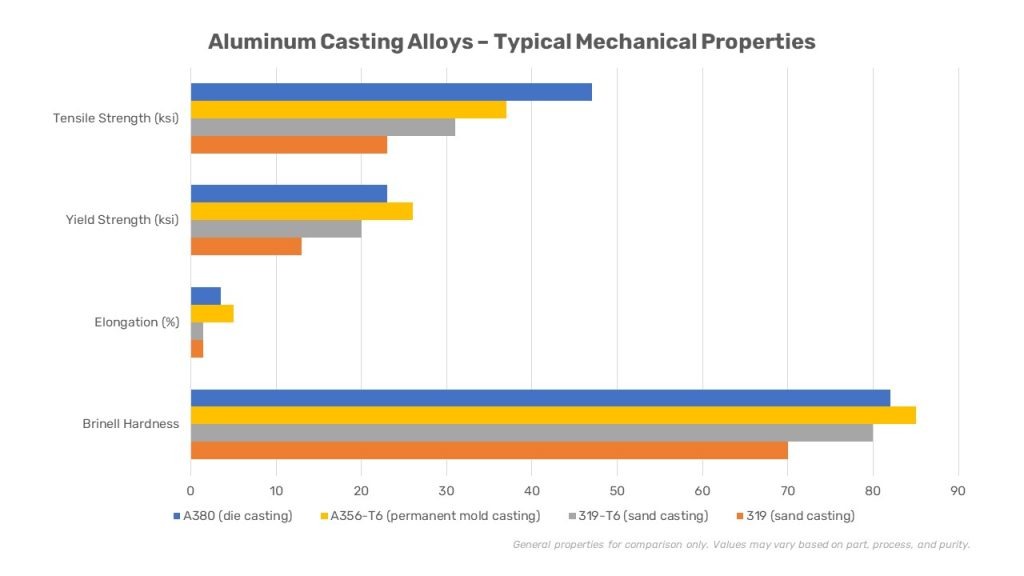
6061 aluminum is typically extruded or rolled, resulting in an elongated grain structure. A356 is typically melted, poured, and solidified, resulting in a more isotropic grain structure. Permanent mold casting results in a finer, more uniform grain structure than sand casting due to the gravity tilt pour and steel mold.
Castings have a broader size range than machined parts. Parts machined from billet are limited by the size of the CNC machine, while castings are limited by how large you make the custom mold. Castings can range anywhere from tiny investment castings to giant sand castings. Permanent mold castings are typically medium-sized, determined by the capabilities of the gravity tilt pour press that holds the steel mold.
With CNC machines, all features must be carved out of the billet for each part. But with casting, most features (such as fins, bosses, and windows) can be designed into the mold. You can use sand cores, pull cores, or inserts to cast-in hollows and channels. Or, you can cast a near-net-shape and do a quick secondary machining operation to add final features for assembly.
When designing for casting, your part must have draft, radii, and a minimum wall thickness. These design requirements make your casting manufacturable. However, parts machined from billet do not require these design features for manufacturability. If you do casting with secondary machining, you can remove draft, radii, and thickness during the machining process.
Both manufacturing processes have added tooling costs: fixtures for machining and molds for casting.
Machining from billet is ideal for lower quantities, prototyping, or simple shapes.
Casting is ideal for higher quantities and complex shapes, such as blood analyzing equipment or vending machine components. If you’re machining thousands of complex parts every year, you may be able to save time and money by switching to casting.
Machining from billet results in long runs in the CNC machine, sometimes with multiple cycles, and high material waste.
Casting, especially when using multi-cavity molds, results in efficient production with low material waste. Castings are near-net-shapes of your final product, and any gates, risers, or scrap can easily be melted in the furnace and repoured, which reduces material waste.
Thinking about switching from machining to casting? Call or email us today! We’re happy to take a look at your design and guide you to the manufacturing process that’s best for your application.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides