



10 metal casting defects with pictures, descriptions, and causes. So you can identify and fix your casting defects!
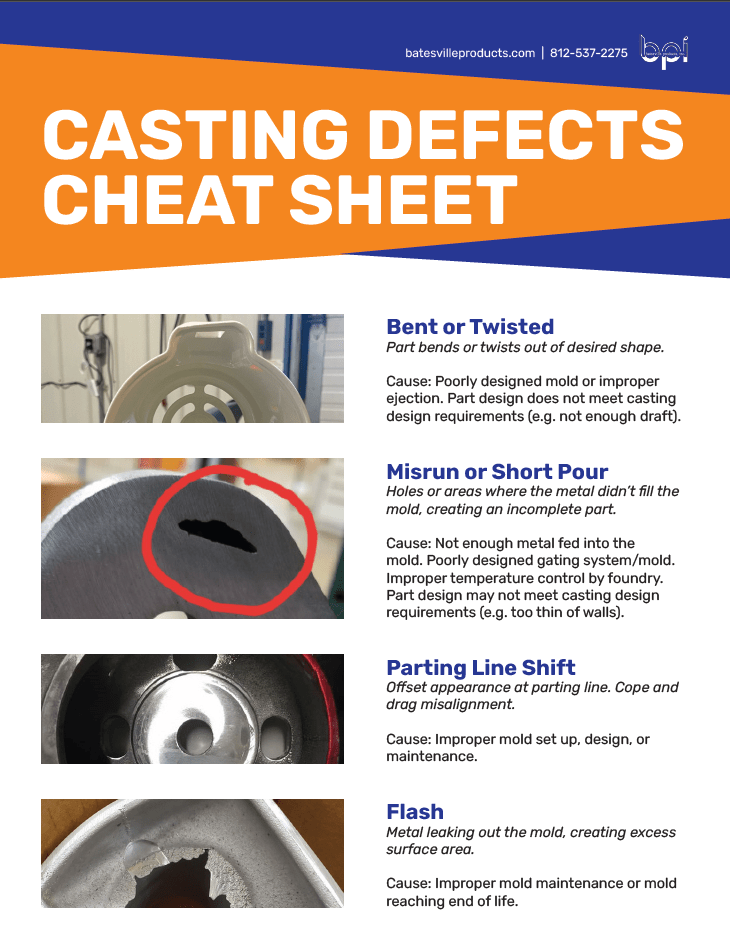
Bend or twist casting defects occur when the part bends or twists out of desired shape.
Potential Causes
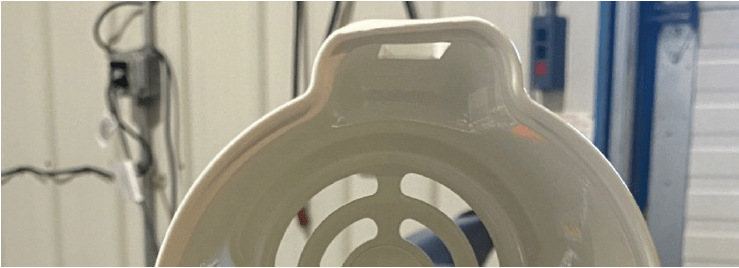
Misrun or short pour casting defects can be identified by holes or areas where the metal didn’t fill the mold, creating an incomplete part.
Potential Causes
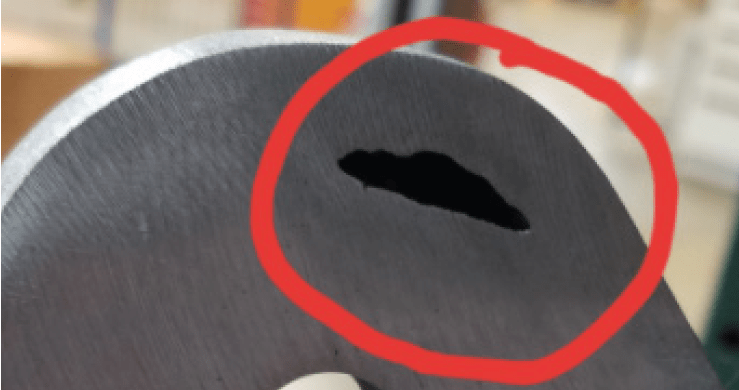
If the mold cope and drag misalign, you may notice an offset/uneven appearance to your casting, occurring at the parting line.

Potential Causes
Casting flash occurs when metal leaks out of the mold, creating excess surface area.

Potential Causes
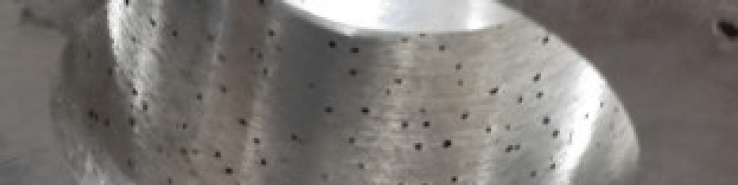
Metal casting porosity is localized round holes in the part.
Porosity is perhaps the most well-known casting defect. There are several distinct “types” of porosity.

Potential Causes
Unlike hydrogen gas porosity, this type of porosity can be caused by your metal casting method. For example, sand castings and die castings typically have more porosity defects than permanent mold castings. Why? In sand casting, metal is dumped into the mold. In die casting, metal is high-pressure injected into the mold. In permanent mold casting, metal is gravity-fed, controlled by a tilt pour press. This creates less turbulence during the pouring process, resulting in less porosity.
Hydrogen gas porosity appears as small holes throughout the metal casting.
Potential Causes
Inclusion defects occur when small particles trapped in the mold or metal create porosity or poor surface finish on a casting.

Potential Causes
Shrinkage appears as dips, sinks, and voids in a casting.
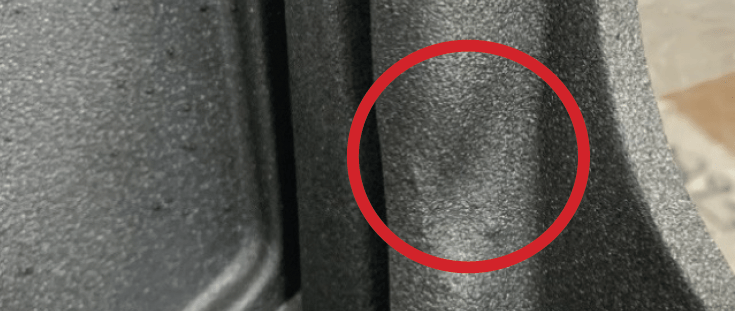
Potential Causes
Cracking defects are lines splitting the casting surface.
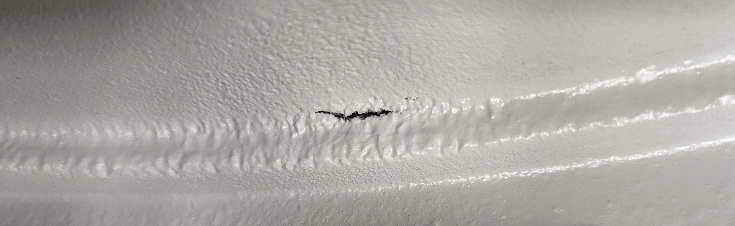
Potential Causes
Surface finish defects occur when the casting has a high RMS surface finish that is out of spec.

Potential Causes
The average as-cast permanent mold surface finish is 200 to 400 RMS. This is smoother than sand casting (typically 300 to 560 RMS), but rougher than die casting (typically 20 to 120 RMS).
The best way to avoid defects is to choose an experienced supplier who will produce quality castings from the start! Contact us to learn more.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides