



Does my part need CNC machining? Maybe not. Some simple castings are so well-designed for the manufacturing process, that they do not require secondary operations!
However, more often, casting are near-net shape versions of the final product. A quick CNC machining operation is used to touch up the casting, ensuring it matches the blueprint, tolerances, and specs. For many products, it’s more efficient to cast the shape first than entirely machine it out of stock material.
There are 5 reasons why you may want to add a secondary machining operation to your casting.
CNC machining can be used to add features to a permanent mold casting that may not be possible with the casting process alone. For example, CNC machining can be used to drill holes, create threads, or add other types of features to a part.
If your product requires any of these key features for assembly, a CNC machining operation is a great addition.
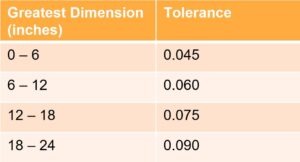
The permanent mold casting process has some of the tightest as-cast tolerances.
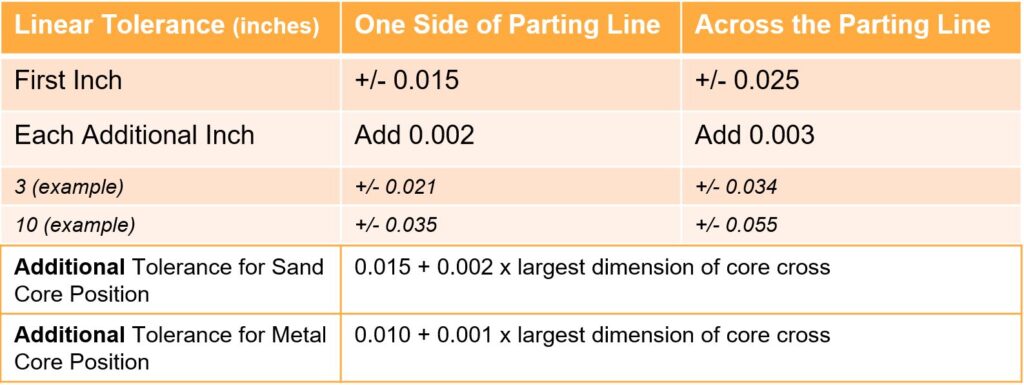
But, your part may need even tighter tolerances than the casting process is capable of. Therefore, you could cast your part to a near-net shape, then machine for tighter tolerance.
If you plan on machining your casting, make sure to account for machine stock allowance in your design! If you do not include a machine stock allowance, your part’s final dimensions may be out of spec.
To make your part manufacturable, permanent mold castings require fillets, radii, draft, and a minimum wall thickness. You can learn more design requirements here.
All permanent mold castings are cast with slightly rounded corners (at least 0.030 inches). This prevents stress, cracking, or tearing during the casting process.
Additionally, all castings are designed with draft. Draft is extremely important because it aids in part ejection, extends mold tooling life, and creates cleaner castings. Minimum draft requirements depend on the length of draw.
However, your part might need a 90-degree corner in its final assembly. A secondary machining operation can help you achieve this sharp corner or remove draft!
Permanent mold castings have a minimum wall thickness of 0.180 inches, and the walls avoid isolated thick or thick sections. This ensures adequate metal flow and solidification in the casting process.
However, thinner walls can be accomplished through a secondary machining operation that shaves off excess metal.
Permanent mold castings have an as-cast surface finish between 200-420 RMS. However, secondary machining and/or polishing can be used to improve the surface finish for aesthetics.
CNC machines use computer-controlled cutting tools to precisely remove material from the surface of the part, resulting in a smoother and more even surface.
Have a part with lots of bells and whistles? CNC machining can add all the specialized details you are looking for.

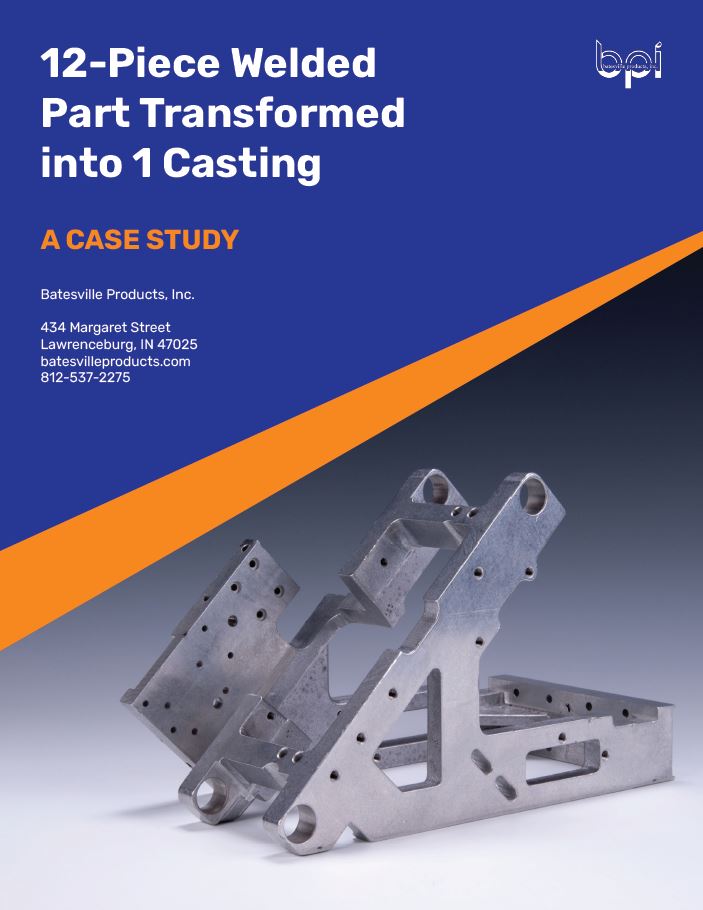
This is a great example of why pairing casting with machining is a great manufacturing option. By first casting your project, you have a great starting point. Machining a near-net shape instead of a block of billet speeds up the CNC machining process. You can produce a complex part more efficiently.
Complex parts don’t need to be made of individually machined pieces welded together! Casting and secondary machining not only saves time and money, but also creates a more structurally sound, repeatable product.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides