



Not all tooling is created equal. Depending on the metalcasting process, the expense, preparation and lifecycle of your tooling equipment can be very different.
You need at least the basic information to plan for tooling in your next casting project. Tooling capabilities can dictate a lot about a project, so it’s important to know what you’re getting into before designing a casting.
So let’s explore the basics, like what we mean by “tooling” and how it is used in the metalcasting process.
We’ll then dive into specifics on how your tooling can affect the overall metalcasting project and product.


Have the "Metalcast tooling: Comparing apples-to-apples" PDF to keep.
Basic considerations
When a foundry engineer talks about tooling, they don’t mean near-universal tools like wrenches or hammers, they’re referring to the project-specific equipment necessary to turn a molten metal into a perfectly shaped casting.
The mold is the ever-present component in any metalcasting operation, but it can take many forms depending on the production method, from sand to steel.
The more complicated the casting, the more tooling requirements, such as cores, chills or inserts like steel tubing.
The selected casting process also dictates the other tooling equipment you’ll need to create a quality casting. Each method, from sandcasting to investment casting, requires different equipment to properly pour, solidify and remove the casting.
Tooling requirements dictate the overall cost, which indicates your lead times.
The process by which you create your cast part greatly impacts the cost, cycle time and other production considerations.
So what does tooling look like for each of the basic metalcasting methods?
Sandcasting
Sand molds are made by imprinting the shape of a desired product into a bed of sand held by a box or other confines. Molten metal alloys are poured into the cavity, where the metal solidifies.
There are several variations on the basic process: green sand, air set, cold box, no bake, vacuum molding and automated lines.
Sandcasting uses the most modest tooling investments, because sand molds are relatively cheap and easy to produce at low production volumes. Many companies begin with sandcasting, but as their operation grows, move onto other methods that are better suited for large-scale productions, if possible.
Sand can handle heavy metals like iron and bronze that permanent mold and die cast steel tooling can’t manage. But the repeated process of producing tools like sand molds can make it impractical for large-scale productions of light metals like aluminum. It can take 20 minutes to an hour to produce a sand mold, whereas a permanent or die casting mold could be used for multiple pours in that time.
And it’s difficult to create complex, accurate castings as compared to other methods, because sand can’t be shaped and maintained as readily as steel or wax. Sand molds are relatively coarse and can’t produce the as cast surface finish you can get by pouring into a polished steel mold.
Permanent mold

The tooling systems for permanent molds are more complicated than sand castings, but permanent molds can be used over and over.
Permanent molds are made by cutting cavities into tool steel, with the appropriate gate risers, chills and ejector system. This is a long-term investment.
Steel molds produce more consistent castings with tighter tolerances and better as-cast surface finishes. It’s also easy to place Inserts, chills and cores in a permanent mold.
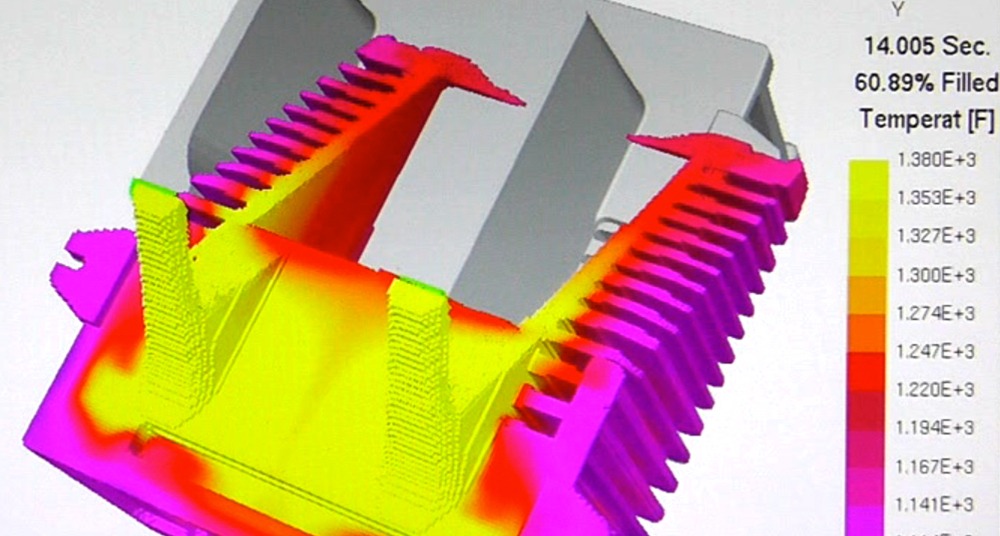
Molten metal is carefully controlled as it pours into the mold, induced only by gravity so it gently settles in the cavity with as little turbulence as possible, leading to an overall denser part.
While all permanent mold casting is gravity-induced, there are multiple ways to introduce the molten metal to the mold.
If you need a pressure-tight or explosion-proof part, permanent mold casting is the way to go.
Die casting
Die casting is much like permanent mold casting, except the molten alloy is injected into a steel mold under pressure, drastically accelerating the casting process.
This makes it an ideal method for mass productions but also prices itself out of smaller projects, because it requires very precise equipment that takes more time to prepare and assemble than other methods.
Pressurized injection quickly fills the mold, allowing for thinner walls in the design, since the molten metal can spread throughout the entire casting before it starts solidifying.
However, forcing metal into the mold also increases turbulence that can result in porosity in the casting, decreasing its overall structural integrity and possibly causing finishing issues.
Investment casting
Investment casting, or lost-wax casting, is the most versatile casting method, capable of producing small castings for jewelry or enormous ones for aerospace components.
A wax model of the part is dipped into a ceramic coating forming the mold. The wax is then burned out in an oven, and liquid metal is poured into the remaining hollow space, solidifying into the shape of the prior wax model. The ceramics are removed, leaving a finished casting.
This method of metalcasting is highly accurate and can produce complex components with an excellent as-cast surface finish in a variety of alloys.
But like sandcasting, a new wax model and ceramic mold must be made for each casting, which extends overall cycle time and labor requirements, making this the most expensive way to produce a casting.
The devil is always in the details in the metalcasting industry. Adding or removing the smallest features or production goals in a design can drastically alter the casting process.
There are no easy answers, which is why it’s important to work with a foundry engineer while you’re designing a new product. Give them as much info about your part’s critical features as early as possible.
Additional components
Tooling components like gates, risers and runners control how the molten metal flows into and throughout the mold and its cavities.
Gating systems channel the molten metal into the mold so it smoothly and evenly fills the cavity. There are many different systems for the various casting methods, from gating for tilt pours in permanent mold casting to pressure-injected gating systems for die casting.
Risers are reservoirs in the molds from which molten metal is fed to the casting to compensate for shrinkage as the metal solidifies.
Runners control the flow rates of molten metal into the cavity.
Then there are tooling requirements for complicated designs like inserts, permanent cores and disposable cores which can add to your tooling requirements and cycle time.
By the numbers
Sandcast tooling
Permanent mold tooling
Die cast tooling
Investment casting
Sandcasting tooling is generally the least expensive, but the price tag varies widely depending on the complexity of the product, from roughly $6,000 to $20,000.
The tooling only takes about six weeks to design and create.
Adding inserts and cavities in sand molds is especially difficult to perform without breaking off sand and contaminating the alloy.
Permanent mold tooling is about one price step up from sandcasting, the ballpark of $10,000 to $90,000, and includes a lead time of 10 to 12 weeks. But each mold can be used to make at least 40,000 castings, and that lifecycle can be extended with specialized designs and maintenance.
Die casting needs the greatest tooling investment — $60,000 to $500,000 — because it requires the most specialized equipment and tighter toleranced components and cooling systems.
It also can have two or three times the lead time of permanent mold casting. But once you get it up and running, a die casting system can pump out parts quickly. The caveat to the increased productivity is that they’re also more difficult to tear down to perform maintenance.
Investment casting, like sand casting, requires single-use molds, but the wax molding process is highly repeatable and easy on tooling. It also boasts a relatively inexpensive cost of $6,000 for simple molds and $50,000 for large molds or those with multiple cavities.
Lead times are fairly light at eight to 12 weeks, and much of the same equipment can be used to produce widely different parts, large and small.
There’s a lot that goes into the best tooling options for your operation based on your unique product requirements, and production goals. It’s almost impossible for one person to think of everything that goes into metalcast tooling.
If you’d like an expert opinion before signing a massive check for new tooling equipment, reach out to our foundry experts and learn about all the factors that could impact your project and bottom line.
We’ll get you tooled up and ready with a plan to make perfect castings long before metal enters the first mold.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides