



There’s a lot to consider when machining your aluminum casting! Here is a step by step guide of what to keep in mind when machining your next project.
To machine a part, we first check the condition, looking for warpage or flash. If there are issues, we clean them up before mounting the part to be machined.
We use a 321 Datum System. This places the part on a 3-point plane. The theory is, if you can hold a part neutral during machining, you will have a successful part. However, if the part is clamped in a distorted fashion, you can’t expect a great result.
The key is to bring a part from the foundry ready to go. This involves using templates to inspect key features after mold ejection, before parts are machined.
During T6 Heat Treating, you risk warpage. Heat treating makes a part stronger, so if a part is warped during heat treat, it must be heat treated again to be straightened.
A T5 Heat Treat is often used to relieve stress. By releasing stress, you can prevent any warpage that occurs during machining.

Coolant and cutters go hand-in-hand. It is important to find two that work together.
There are three functions of coolant: aiding in machine life, hitting quality of parts, and protecting employees. Therefore, 356 cast aluminum requires a really good coolant. Always.
It is important to regularly test your coolant for bacteria and fungus that may grow in your sump. If your coolant ever smells, don’t use it! That means it is going bad and growing bacteria.
You want a coolant that is employee-friendly. Coolant that quickly grows bacteria can cause dermatitis. Other than using quality coolant, another way we protect our operators’ skin is by providing latex gloves.
There are lots of coolant options such as synthetics, semi-synthetics, and micro-emulsions. Trial and error can cost you valuable production time, so we suggest using a quality coolant from the start. Our favorite coolant is micro-emulsion. We have been using the same brand for 10 years! This type of coolant works well on aluminum castings and controls bacteria growth, protecting our employees.
For cutting, we use high shear, high polished inserted cutters.
While we use solid carbide tools, we prefer Polycrystalline Diamond Tips (PCD). These tools are a little more expensive than your standard solid carbide, but they last longer and the high quality is worth it!
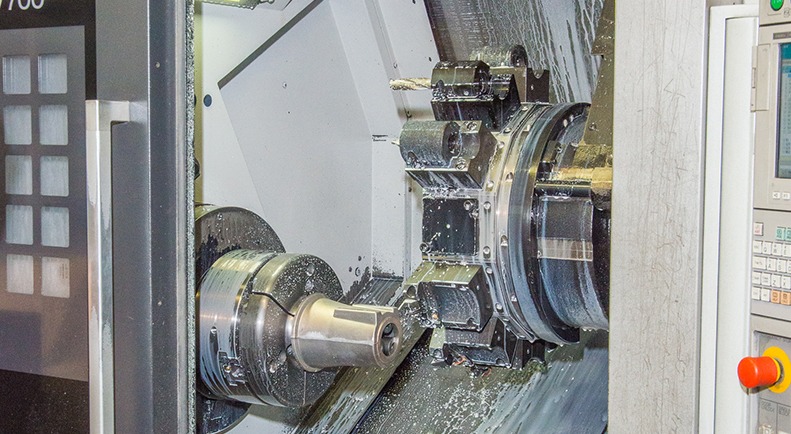
We do a lot of horizontal machining because we have found it to be more efficient. A lot of strategy goes into choosing fixtures. How am I going to hold and clamp this part? This solution is often created in collaborations between engineering and machining departments.
Sometimes, the best strategy is to put your best foot forward on the first operation. Then, reevaluate and run it through again.
If you have areas that aren’t supported, try uses spring loaded work supports. These add extra clamping to help stabilize the part, avoiding chatter and other imperfections.
Remember: Don’t be afraid to step back and say “Maybe this wasn’t the right approach.” By applying continuous improvement thinking, the second operation is always easier.
Speeds and feeds often help determine cost. So, cycle time reduction is our main goal. Often, we will mount GoPros in a machine to record the cycle. This allows us to watch, tweak, and improve speeds and feeds.
In 2020, we had a $52,000 savings in cycle time reduction due to our continuous improvement process!
Recent innovations in robotic sawing have been perhaps the most beneficial factor in reducing our cycle times. By using robots, we can create consistency between parts. Previously, each employee would saw the parts slightly different, so machining would have to adjust to each saw style. By transforming this process into a science, machining is more efficient!

We run a full assembly program on each part to simulate machining. This predicts any tool interference or collisions. Building off this simulation, we can make cycles faster and more precise.
We typically use SolidWorks for CAD or CAMworks for programming. We build our program during the quoting process of a new tool. Therefore, everything is ready by the time the castings come to machining.
Three of our machines are equipped with probing. This is a great feature for ensuring consistency in machining. In probing, you can pinpoint critical edges, navigate from that location, and therefore ensure the same spot is machined every time.
If a part is chattering and making a noise that raises the hairs on your arm, you know it is not going to come out successfully machined!
If bad sounds and vibrations occur during machining, try providing more support or adjusting spindle or feed rates.
With speeds and feeds, you have to be mindful of noise and vibrations. Not only do they give insight to the machining performance, but they also are important in employee safety. We perform regular sound checks to make sure our employee’s hearing is safe.
At BPI, we guarantee that one part every shift has a full inspection on CMM. However, we also perform process inspections throughout the shift. Our operators are equipped with bore gauges, simple no-go gauges, and thread gauges for process inspection.

Ergonomics are a big deal around here. They are a hot topic at our kick-off meetings. During these meetings the head of sales, production, engineering, the foundry, machining, polishing, and shipping discuss the project and ergonomics in-depth.
Then, we hold a closure meeting, discussing thing like…
During machining, ergonomics aren’t only considered when choosing a coolant or monitoring sound levels. Another example of ergonomics at work is our zero gravity cranes. Zero gravity cranes help our employees move large, heavy parts without hurting themselves or the project. Once you load a project on the crane, the machine weighs the part. Then, it switches on its “zero gravity” function, making it so you can move the part freely as if it is weightless.
Clean aluminum is 100% recyclable! During machining, we capture all the chips and shavings to be recycled by an outside vendor.
At BPI, if a casting was scrapped in-house, we re-melt it in the foundry. However, you cannot put a casting with coolant, condensation, or any type of moisture into the furnace to be re-melted! This practice puts the employees and facility at risk because the furnace may explode.

If you’re considering a metal casting project, we can offer valuable insight that could save your company time, money and resources.
You can email us at sales@batesvilleproducts.com or give us a call at (812) 537-2275. You also can skip right to requesting a quote.
Subscribe to learn more about permanent mold casting, such as our industry webinars and other content that will help you navigate the world of metalcasting.
"*" indicates required fields

 Guides
Guides